Research Notes: Monofin Leading Edge
I worked through the research on building a monofin leading edge and I am summarising the notes here. The aim is to replicate the low-drag, factory-style rail on a home-built monofin without special molds or cast urethanes.
Material: Dense EPDM Sheet¶
- Start with an 8 mm solid EPDM rubber sheet. The RS PRO 1×1 m stock rated for −20 °C to 85 °C has been consistent.
- Alternatives that still work: microporous EPDM, neoprene sponge, or microcellular soling rubber — as long as the foam is closed-cell, waterproof, and roughly 60 Shore A.
- The dense EPDM sands cleanly, shrugs off UV, and stays flexible after long salt-water sessions. That combination keeps the leading edge lively instead of chalky or cracked.
Bonding: SC-2000 Contact Process¶
- Sand both the EPDM blank and the carbon blade nose with 80 grit.
- Wipe with acetone or an MEK substitute until the cloth lifts clean.
- Mix SC-2000 with 4 % UT-R20 hardener by weight; pot life is generous if you keep the cup covered.
- Brush a thin coat on both surfaces, wait 10–15 minutes until the adhesive feels tacky, then press together and clamp lightly.
- Full cure takes 24 hours at room temperature (or 4 hours at 60 °C if you can baby-sit an oven).
- If you cannot source SC-2000, SC-4000 or SC-BL 200g will wet out EPDM similarly; just follow the same mix ratio and cure schedule printed on the tin.
Once the bond sets the edge behaves like one piece of rubber without sliding when the blade is flexed by hand.
Shaping: Symmetrics Foil¶
- Rough in the profile with 80–120 grit, chasing a symmetric foil: a rounded entry and a flat trailing face against the carbon.
- Aim for a 3–4 mm radius on the front and a 1–2 mm taper where the rubber meets the blade.
- Dry-sand through 240–400 grit. Finish with a light Scotch-Brite pass or similar abrasive pad to knock down any surface fuzz.
- Keep the center section slightly blunter for stability and sharpen the rails to keep the turn-in precise.
- Reference: YouTube build log, 1:10:09 mark for a live shaping example.
The goal is a leading edge that feels smooth in hand and still pushes water where it should when the blade is loaded.
Finishing: Thin SC-2000 Skin¶
- After sanding to 400 grit, clean the rubber and carbon again.
- Mix a fresh batch of SC-2000 + 4 % UT-R20 and wipe on a sub-0.1 mm coat with a foam brush or gloved finger.
- Let the adhesive self-level. You can feather with a solvent wipe right as it turns tacky if any ridges show up.
- Cure for another 24 hours (or 4 hours at 60 °C). Once set, buff lightly or mist with silicone spray for a slick touch.
This sacrificial skin seals the pores, adds a mild sheen, and prevents the leading edge from absorbing water.
Hydrodynamic Touchstones¶
- AXIS Foils – Basics of Foil Design for understanding how leading-edge radius influences drag and stall delay.
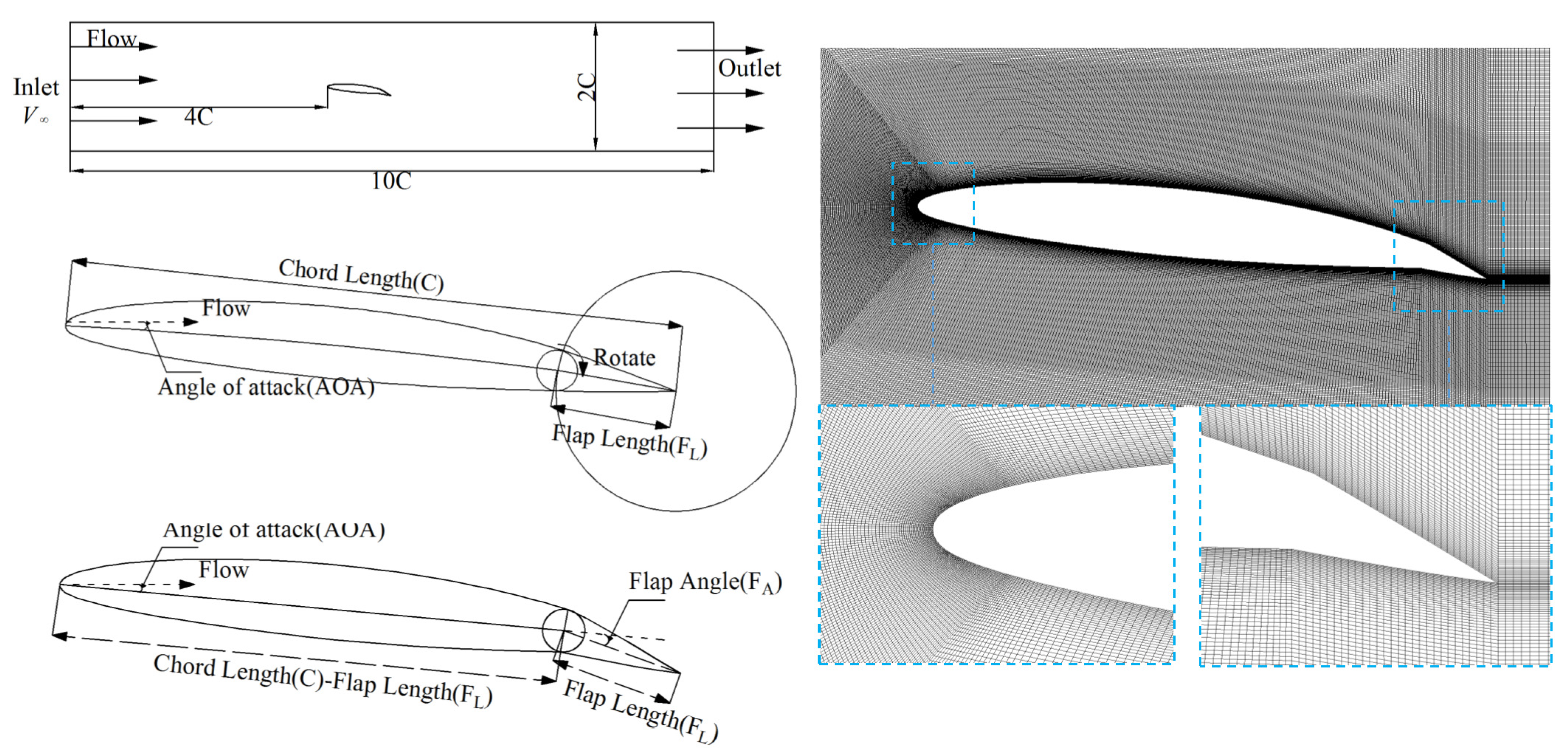
- Foil flow profile reference (MDPI Figure 2) for quick cross-sections when dialing in the rubber template.
{kind=link}
Notes¶
- EPDM + SC-2000 behaves like a vulcanized joint and flexes with the blade instead of peeling.
- The symmetric profile trims flutter on dolphin kick entries and reduces the slap felt on fast surface kicks.
- The thin SC-2000 overcoat doubles as a wear layer and holds up well against pool tiles and deck scuffs.
Writing the process down keeps the leading edge consistent for future blade layups.
Comments
Have a question, want to share feedback, or continue the discussion? Leave a comment below! Please keep the conversation welcoming and follow the GitHub Community Guidelines. This thread mirrors a GitHub discussion, so you can also join the conversation there if you prefer not to authenticate with giscus.
Prefer not to authenticate with giscus? You can participate directly on GitHub Discussions instead.